Безоблойная штамповка крепежных деталей
» Главная страница
» Продукция
» Технологическое оборудование
» Безоблойная штамповка крепежных деталей
ОАО "ВНИИТМАШ" предлагает:

БЕЗОБЛОЙНАЯ ШТАМПОВКА КРЕПЕЖНЫХ ДЕТАЛЕЙ
Участок высадки утолщений на стержнях состоит из следующих агрегатов:
1. Пресс мод. К2130.
2. Штамп высадки утолщений на стержнях.
3. Установка нагрева ТВЧ.
4. Интукторы.
5. Стол цехового изготовления.
ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ
Штамп для высадки утолщений на стержнях состоит из верхней подвижной и нижней неподвижной плит, соединенных колоннами. На верхней плите, на подпружиненной ползушке смонтирован пуансон, две тяги, несущие раскрывающуюся траверсу. На нгижней плите установлен клин, который сопрягается с подпружиненной ползушкой, матрица и пневмоцилиндр, поршень которого является выталкивателем. Выталкивание поковок с помощью пневмоцилиндра применяется для поковок, длина которых больше величины хода ползуна пресса. Подачей сжатого воздуха в пневмоцилиндр управляет кулачок, установленный на эксцентривовом валу пресса и сопряженный с ним конечный выключатель.
ИНДУКТОР
Индуктор состоит из сварного одноочкового охлаждаемого каркаса, асбоцементных плит и регулировочного винта.
СТОЛ
Стол представляет единую сварную конструкцию и служит для приема партии заготовок.
ОПИСАНИЕ РАБОТЫ УЧАСТКА
Штучные заготовки, нарезанные на токарном автомате или в штампе на прессе, с помощью тары и крана транспортируются на участок высадки и высыпаются на стол. Рабочий включает генератор, переключает в положение "одиночные хода" с блокировкой. Управление "двурукое" и включает пресс в работу. Левой рукой берет заготовку, вставляет ее в очко индуктора и включает NDX/ По истечении 3...6 с. индуктор автоматически отключается, рабочий пинцетом берет из индуктора нагретую заготовку а вместо нее ставит холодную. Нагретую заготовку вставляет в матрицу высадочного штампа и включает на ход ползун пресса. При движении ползуна пресса вниз высаживается утолщение на стержне. При движении ползуна вверх поковка автоматически выталкивается из матрицы на склиз и падает в тару. Далее цикл повторяется.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УЧАСТКА ВЫСАДКИ
Производительность (теоретиченская), шт/ч - 600
Температура нагрева, С, минимальная - 900, максимальная - 1100
Габариты участка, м , длина - 3,5, ширина - 4,8
На участке используется серийное оборудование. Пресс мод. К2130 усилием 100 тс, число ходов в мин - 40. Установка нагрева ТВЧ мод. И32-100/8.
Участок горячей высадки утолщений. Монтажный чертеж

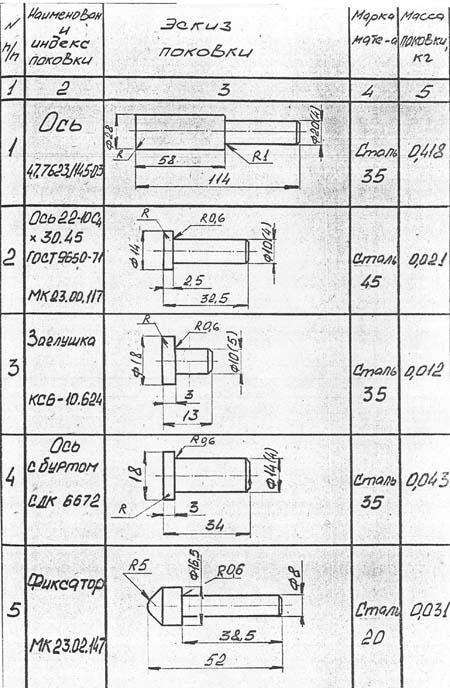
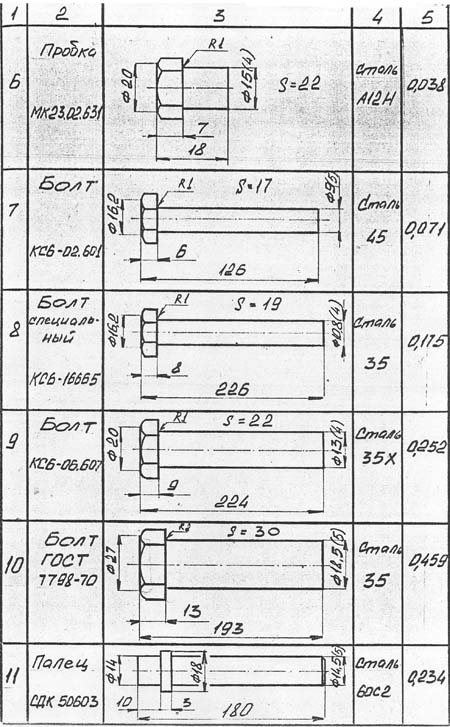
Примеры деталей

Назад
Наверх
|


