Горячештамповочный обкатной пресс для получения поковок повышенной точности диаметром до 220 мм
» Главная страница
» Новые разработки
» Прогрессивные технологические процессы и оборудование, разработанное и внедренное ВНИИТМАШ
» Горячештамповочный обкатной пресс для получения поковок повышенной точности диаметром до 220 мм
ОАО "ВНИИТМАШ" предлагает:

ГОРЯЧЕШТАМПОВОЧНЫЙ ОБКАТНОЙ ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ПОКОВОК ПОВЫШЕННОЙ ТОЧНОСТИ ДИАМЕТРОМ ДО 220 мм
НАЗНАЧЕНИЕ
Предназначен для производства поковок повышенной точности диаметром до 220 мм из черных и цветных металлов методом полугорячей штамповки обкатыванием.
Пресс может применяться в любых производственных цехах машиностроительных заводов как самостоятельная единица или поточно-переналаживаемых линий для производства поковок типа тел вращения с тонким полотном.
УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ
Пресс состоит из станины, в которой размещены механизм обкатки, силовой гидроцилиндр и гидросистема, обеспечивающая работу пресса.
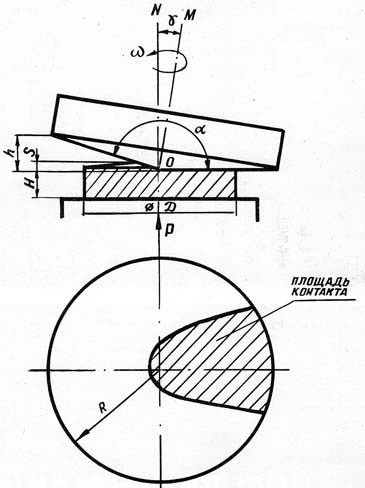
Сущность процесса заключается в том, что деформирование заготовки призводят между двумя инструментами, одному из которых придают обкатывающее движение, а другому поступательное навстречу к первому. Обкатывающий инструмент имеет конусную поверхность, что позволяет получать локальный очаг деформации.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Номинальное усилие пресса 200 тс.
Номинальное усилие выталкивателя 38 тс.
Скорость быстрого подвода стола 0,1 м/с.
Скорость подачи (прессования) 0,049 м/с.
Скорость отвода стола, макс. 0,18 м/с.
Рабочий ход стола, макс. 250 мм.
Ход выталкивателя 80 мм.
Частота колебания прессователя 900 кол./мин.
Угловая амплитуда колебания 3 град.
Производительность при ручной загрузке 460 шт./ч
Давление воздуха в пневмосистеме 0,4 Па
Мощность электрического привода обкатки 55 кВт
Мощность электродвигателя насосной установки 120 кВт
Габариты: длина/ширина 6680/4770 мм
Высота над уровнем пола 2865 мм
Масса 17 550 кг
ДОСТОИНСТВА
Конструктивными особенностями этого пресса является созданный сферический обкатной узел на шести башмаках на основе гидростатического подшипника с темпереатурным компенсатором, позволяющим проводить штамповку горячих заготовок и регулировку хода ползуна и выталкивателя от пульта управления.
ОСНОВНЫЕ ДОСТОИНСТВА ПРОЦЕССА
- Многократное (в 15...20 раз) снижение потребного технологического усилия по сравнению с традиционными методами штамповки;
- Увеличение степени деформации по сравнению с обычной штамповкой;
- Получение более точных по размерам поковок, что снижает норму расхода металлопроката на 10...15%.
- Уменьшение металлоемкости оборудования в 10...12 раз и как следствие значительное снижение капитальных затрат;
- Возможность устанавливать обкатные прессы на небольших фундаментах и эксплуатировать их в любых производственных помещениях;
- Более широкое использование средств автоматизации и улучшение условий труда.
Горячештамповочный обкатной пресс позволяет расширить технологические возможности путем совмещения других процессов:
- Штамповка обкатыванием с одновременным выдавливанием центральной полости в поковке;
- Штамповка обкатыванием, совмещенная с кручением.
Назад
Наверх
|


